
全國服務熱線
0317-8332926
做為鋼錠模生產廠家,在產品驗收上都有自己的標準。小面河鑄小編為您介紹一下我河鑄重工驗收鋼錠模的一些標準
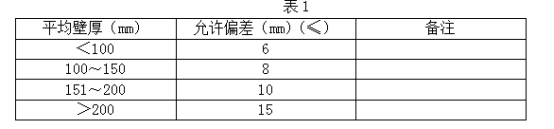
1 尺寸及公差要收,鋼錠模鑄件的尺寸及公差應符合圖紙設計規定。兩對稱吊耳橫向軸線允許偏差不大于30mm。吊耳上及錠模上吊耳附近不允許有可能影響強度的缺陷存在。 同一截面上之差應符合表1要求。
2.錠模內上、下對應部位尺寸偏差只能同為正偏差或負偏差。錠模內腔橫斷面上不同對角線尺寸偏差大值應符合表2規定。

3.模底孔中心與錠模橫截面中心應在同一中心線上。
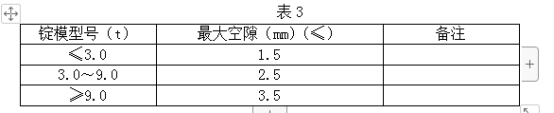
4.表面質量要求。內表面須平整、光滑,不允許有粘砂、裂紋、凹坑、氣孔、凸塊、冷接、夾渣及重皮等缺陷。 內壁任一母線均應平直,用鋼尺或拉線方式檢驗,每米長度上大空隙應符合表3要求,不符合要求時應打磨清理,清理后表面光滑
內表面存在的≤Ф40×5mm的氣孔、砂眼等缺陷,數量少于5處時允許用補焊方法修補,但修補后須表面平整,補焊位置、大小、數量等應在合格證上注明。
5. 外表面要平整,不允許有裂紋存在,砂子、毛刺應清理干凈。 上下兩端面加工后應平整、光滑,符合圖紙要求。 底孔內表面不允許有缺陷存在。
6.鋼錠模維修技術要求
鋼錠模內表而不允許焊補,不得有裂紋、飛刺和嚴重枯砂、砂眼、氣孔、結疤、石里坑等缺陷應修磨平橄,修磨處應光滑平緩過渡,缺陷修復后應達到規定直線度并不允許過壁厚的允許偏差,其深度:寬度:長度:≤l : 50 : 100 .鋼錠模外表面應平整,不得有裂紋:允許飛刺和嚴重粘砂、砂眼、氣孔、結疤、石甩坑等缺陷存在.但是面積不過 30*30MM² ,深度不大于壁厚的10%。
鋼錠模外表面澆注冒口殘留斷口應鏟平,其余部分 10噸一下(含 10 噸)鋼錠模不得高出本體10mm , 10噸以上鋼錠模不高出本體20mm 。
鋼錠模上下端口應機械加工,并與鋼錠模中心線垂直.垂直度偏差每米不過 3mm。
鋼錠模上下端面距內壁 3Omm 以內不允許有缺陷存在,距內壁 3Omm 以外的缺陷允許焊補磨平。

冀公網安備13098102000568號




